Dalam dunia pemipaan industri, kelancaran distribusi air atau cairan lainnya merupakan nadi utama dari sebuah sistem operasi.
Mulai dari jalur distribusi air pada fasilitas chiller water system, jaringan pengolahan migas, hingga sistem sanitasi pabrik, fluida dituntut untuk mengalir dengan efisiensi maksimal.
Namun, instalasi pemipaan tidak selamanya menggunakan satu ukuran diameter dari ujung ke ujung. Seringkali, para engineer harus mengubah ukuran jalur pipa dari diameter besar ke diameter yang lebih kecil untuk menyesuaikan dengan kapasitas pompa, mengontrol tekanan, atau menyesuaikan spesifikasi saluran masuk (inlet) pada instrumen mekanikal.
Perubahan ukuran pipa secara mendadak dapat memicu terjadinya turbulensi aliran fluida. Turbulensi ini tidak hanya menyebabkan hilangnya tekanan (pressure drop) secara drastis, tetapi juga memicu getaran mekanis yang berpotensi merusak sambungan serta memperpendek umur operasional sistem.
Transisi ini harus mampu memandu aliran fluida secara perlahan dan halus tanpa menciptakan pusaran arus yang merusak.
Oleh karena itu, penguasaan rumus bentangan reducer sangat dibutuhkan untuk memfabrikasi komponen jembatan penghubung antara dua pipa beda penampang dengan pendekatan aerodinamis yang optimal.
Arti dan Anatomi Concentric Reducer
Secara definisi, Concentric Reducer adalah salah satu jenis sambungan pipa (pipe fitting) yang berfungsi untuk menghubungkan dua pipa dengan diameter yang berbeda, di mana sumbu tengah (centerline) dari kedua pipa tersebut tetap berada pada satu garis lurus yang sejajar.
Dilihat dari kacamata geometri matematis, bentuk dasar dari komponen ini adalah kerucut sirkular tegak yang dipotong bagian atasnya.
Karena bentuknya yang simetris penuh pada poros tengah, penampang komponen ini menyerupai sebuah corong yang proporsional. Ketika fluida bergerak melewati bagian corong ini, kecepatan aliran akan meningkat secara linier seiring dengan mengecilnya area penampang, sementara profil alirannya tetap merata di seluruh dinding bagian dalam.
Hal ini meminimalisir kemungkinan terbentuknya zona mati (dead zones) tempat kotoran atau partikel tersumbat. Pemasangan tipe konsentris ini sangat diutamakan untuk jalur perpipaan vertikal (tegak) maupun jalur horizontal di mana fluida yang dialirkan membutuhkan profil aliran seragam.
Pembuatannya seringkali menggunakan plat baja yang dipotong sesuai pola bentangan khusus, lalu digulung melalui mesin roll hingga kedua ujungnya bertemu untuk dilas.
Namun pada kondisi tertentu seperti pada industrial floor drain (IFD) atau industrial machine drain (IMD), Concentric Reducer dibuat menggunakan bahan stainless steel agar tidak cepat karat karena dilewati oleh fluida yang bersifat korosif.
Jenis-Jenis Reducer Pada Sistem Perpipaan
Memahami jenis-jenis komponen pengecil pipa sangat penting bagi perancang sistem untuk menghindari kesalahan instalasi fatal.
Secara garis besar, komponen ini dibagi menjadi dua kategori utama berdasarkan posisi sumbu tengahnya:
- Concentric Reducer (Konsentris): Model ini memiliki sumbu tengah yang identik antara ujung besar dan ujung kecilnya.
Penggunaannya sangat masif pada instalasi jalur pompa sisi dorong (discharge) dan instalasi tegak. Keunggulan utamanya adalah distribusi tegangan internal dinding pipa yang sangat merata, sehingga lebih tahan terhadap tekanan ekstrem. - Eccentric Reducer (Eksentris): Model eksentris dirancang tidak simetris. Salah satu sisi dinding luarnya berbentuk rata (flat), sementara sisi lainnya miring ke arah dalam.
Tipe ini adalah solusi wajib untuk instalasi perpipaan horizontal, khususnya pada jalur hisap pompa (suction). Dengan meletakkan sisi yang rata di bagian atas (flat top), insinyur dapat mencegah terperangkapnya gelembung udara.
Simulator Morphing Pola Bentangan Reducer by. VisualTeknik
Berikut ini adalah tampilan pola bentangan Concentric Reducer yang bisa diekspor ke AutoCAD, visual bentuk jadi, kalkulatornya, dan Simulator Morphing 3D yang bisa Kalian gunakan untuk melihat apakah benar pola bentangannya benar-benar bisa terbentuk menjadi reducer dengan sempurna.
Kalkulator & Pola Concentric Reducer
Visual 2D, Isometrik, dan Export AutoCAD Otomatis
Pola Bentangan 2D
Bentuk Jadi & Sambungan
Contoh Hasil Perhitungan Kalkulator
Karena simulator ini berbasis JavaScript, output-nya hanya muncul setelah kalian memasukkan angka dan menekan tombol hitung. Untuk memberikan gambaran nyata tentang apa yang akan dihasilkan, berikut kami tampilkan empat contoh hasil dari skenario proyek yang berbeda — mulai dari sistem HVAC gedung bertingkat, jalur discharge pompa di pabrik, hingga drainase sanitasi dan plumbing perumahan.
Semua angka di bawah ini dihitung menggunakan rumus geometri kerucut yang sama persis dengan yang digunakan kalkulator di atas, dan telah diverifikasi secara manual.
| Skenario & Input | Konteks Proyek | Output Kalkulator | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|
HVAC / ChillerD = 600 mmd = 350 mmH = 432 mm
|
Reducer outlet AHU ke main ducting chilled water di gedung perkantoran 18 lantai, Tangerang |
|
||||||||
Industri / PabrikD = 400 mmd = 200 mmH = 300 mm
|
Jalur discharge pompa sentrifugal menuju header pipa distribusi air proses di pabrik pengolahan, Cikarang |
|
||||||||
Sanitasi / IFDD = 300 mmd = 150 mmH = 200 mm
|
Industrial Floor Drain (IFD) stainless 304 — transisi dari bak penampung ke saluran pembuangan di dapur produksi rumah sakit |
|
||||||||
Konstruksi SipilD = 250 mmd = 100 mmH = 350 mm
|
Reducer pipa plumbing vertikal — sambungan downpipe talang atap ke pipa drainase horizontal, proyek perumahan cluster |
|
Semua nilai di atas dihitung menggunakan rumus geometri kerucut standar fabrikasi (referensi ASME B16.9). Parameter R1, R2, W, dan α adalah angka yang langsung kalian gunakan untuk menggambar pola bentangan di atas lembaran plat sebelum proses pemotongan dan penggulungan.
Panduan Menggunakan Simulator Morphing dan Alat Ukur
Untuk mempermudah proses fabrikasi dan meminimalisir kesalahan pemotongan plat untuk pola bentangan concentric reducer di lapangan, kami telah menyediakan Simulator Morphing 3D interaktif pada halaman ini.
Alat ini tidak hanya menghitung angka, tetapi juga memvisualisasikan bagaimana sebuah plat datar ditekuk menjadi corong secara real-time. Berikut adalah tata cara penggunaannya:
- Memasukkan Dimensi Utama: Isi parameter Diameter Besar (D) untuk penampang bawah, Diameter Kecil (d) untuk penampang atas, dan Tinggi (H) sebagai elevasi vertikal lurus.
- Membaca Output Bentangan: Sistem akan mengekstraksi nilai Radius Luar (R1), Radius Dalam (R2), Lebar Plat (W), dan Sudut Bukaan ($\alpha$) dengan presisi satu angka di belakang koma.
- Menjalankan Simulator Roll: Geser slider "Proses Roll" untuk melihat perubahan wujud dari plat 2D menjadi wujud kerucut 3D. Pastikan dua ujung garis merah bersentuhan sempurna membentuk satu garis las lurus.
- Validasi dengan Meteran 3D: Gunakan fitur Meteran 2D/3D bawaan untuk membuktikan ukuran secara virtual sebelum diaplikasikan ke material asli.
Rumus Bentangan Reducer: Persamaan Matematis Pembuatan Pola
Di balik visualisasi interaktif simulator ini, terdapat formulasi geometri kerucut dan aljabar trigonometri yang bekerja secara simultan.
Jika Kalian sedang berada di lapangan tanpa akses internet dan harus menggambar manual menggunakan kapur di atas lembaran plat baja, berikut adalah rumus bentangan reducer baku yang menjadi standar internasional para perancang mekanikal:
- Radius Pipa Besar: $R = \frac{D}{2}$
- Radius Pipa Kecil: $r = \frac{d}{2}$
- Garis Pelukis / Miring: $L = \sqrt{(R - r)^2 + H^2}$
- Radius Luar Jangka: $R_1 = \frac{R \times L}{R - r}$
- Radius Dalam Jangka: $R_2 = \frac{r \times L}{R - r}$
- Lebar Plat: $W = R_1 - R_2$
- Sudut Bukaan Pola: $\alpha = \left(\frac{R}{R_1}\right) \times 360^\circ$
Studi Kasus: Menghitung Pola Bentangan Reducer Secara Manual
Berikut ini tangkapan layar input dan output simulasi dan kalkulatornya
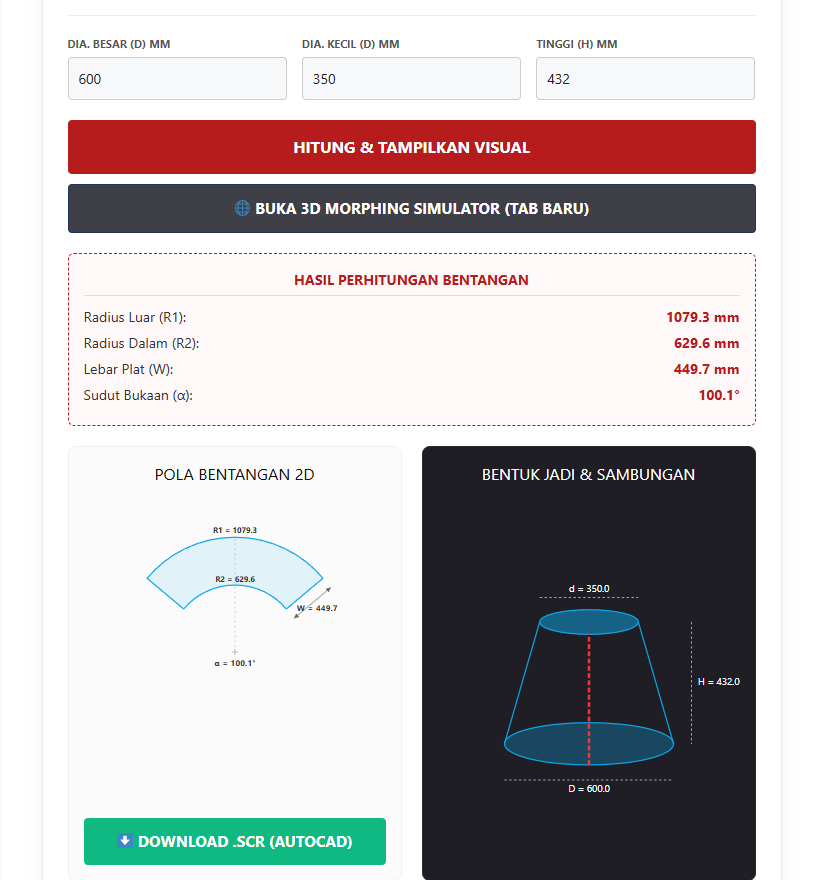
Mari kita buktikan persamaan matematis di atas dengan hitungan manual step-by-step menggunakan contoh dimensi fabrikasi nyata:
- Diameter Besar ($D$) = 600 mm
- Diameter Kecil ($d$) = 350 mm
- Tinggi Reducer ($H$) = 432 mm
Langkah 1: Menentukan Radius
- $R = \frac{600}{2} = 300\text{ mm}$
- $r = \frac{350}{2} = 175\text{ mm}$Selisih radius ($R - r$) adalah $125\text{ mm}$.
Langkah 2: Mencari Panjang Garis Miring ($L$)
- $L = \sqrt{125^2 + 432^2}$
- $L = \sqrt{15625 + 186624} = \sqrt{202249}$
- $L = 449.721\text{ mm}$
Langkah 3: Menghitung Radius Jangka ($R_1$ dan $R_2$)
- $R_1 = \frac{300 \times 449.721}{125} = 1079.33\text{ mm}$
- $R_2 = \frac{175 \times 449.721}{125} = 629.61\text{ mm}$
Langkah 4: Menentukan Lebar Plat dan Sudut Pola
- Lebar Plat ($W$) = $1079.33 - 629.61 = 449.72\text{ mm}$
- Sudut ($\alpha$) = $\left(\frac{300}{1079.33}\right) \times 360^\circ = 100.06^\circ$
Terbukti bahwa perhitungan manual menghasilkan angka yang sangat identik dengan hasil instan dari Simulator Kalkulator Reducer kami (dibulatkan menjadi 1 angka di belakang koma).
Pemilihan Material dan Pertimbangan Ketebalan Plat
Pada fabrikasi yang dilakukan dari lembaran plat datar (sheet metal), keakuratan pola bentangan harus diimbangi dengan pertimbangan metalurgi. Plat baja karbon (carbon steel) seperti ASTM A36 adalah pilihan standar untuk fluida bertemperatur normal, sementara fasilitas kimia korosif wajib menggunakan baja nirkarat (stainless steel) tipe 304L atau 316L.
Satu hal krusial yang sering dilupakan saat menggulung plat tebal adalah peregangan material. Saat plat ditekuk secara ekstrem menggunakan mesin roll, serat bagian luar plat akan meregang sedangkan serat bagian dalam akan tertekan.
Jika ketebalan plat melebihi 10 mm, nilai Diameter Besar dan Diameter Kecil yang dimasukkan ke dalam perhitungan harus berupa Mean Diameter (Diameter Rata-rata), bukan diameter luar (Outside Diameter) mutlak.
Prosedur Pengelasan (Welding) pada Garis Sambungan
Garis vertikal yang merepresentasikan titik temu dua ujung plat yang telah digulung adalah titik terlemah dari struktur fabrikasi.
Untuk memastikan komponen ini tahan terhadap tekanan fluida dari dalam, pengelasan tidak boleh dilakukan secara sembarangan.
Prosedur standar mengharuskan kampuh las dibentuk dengan konfigurasi Single-V atau Double-V Groove.
Penetrasi las harus mencapai bagian akar secara penuh. Pada industri migas, akar las seringkali dieksekusi menggunakan proses GTAW (las Argon) untuk mencegah terbentuknya kerak di dalam pipa, diikuti dengan pengisian dan penutupan menggunakan proses SMAW.
Inspeksi Kualitas dan Pengujian Non-Destruktif (NDT)
Komponen hasil gulungan manual memiliki risiko cacat bawaan yang lebih tinggi dibandingkan cetakan pabrik mulus (seamless).
Oleh karena itu, komponen harus melewati serangkaian uji Non-Destructive Testing (NDT) pasca-pengelasan.
Langkah pertama adalah inspeksi visual untuk melihat keselarasan ujung pipa. Selanjutnya, garis sambungan las wajib diuji menggunakan Dye Penetrant Test (PT) atau Magnetic Particle Inspection (MPI) untuk mendeteksi retak mikro di permukaan.
Untuk sistem bertekanan tinggi, pengujian Radiografi (X-Ray) dilakukan guna memastikan tidak ada porositas di dalam daging lasan.
Pantangan Operasional: Concentric Reducer pada Pipa Hisap Pompa
Walaupun memiliki profil aerodinamis yang baik, ada pantangan keras dalam dunia perpipaan mekanikal: Jangan pernah memasang Concentric Reducer pada jalur hisap horizontal (Horizontal Pump Suction) pada Pompa Sentrifugal.
Pada saat fluida ditarik masuk secara horizontal, bagian atas kerucut konsentris yang miring ke bawah akan menciptakan ruang kosong tersembunyi. Ruang ini menjadi jebakan bagi udara atau gas.
Kantung udara ini perlahan akan tersedot masuk ke dalam baling-baling pompa dan memicu kavitasi—meledaknya gelembung udara bertekanan tinggi yang sanggup menghancurkan material logam baling-baling dalam hitungan bulan.
Referensi Standar dan Kode Internasional (ASME & ANSI)
Perancangan dimensi bentangan dalam kalkulator ini mereferensikan kaidah geometri ruang yang selaras dengan panduan fabrikasi pemipaan standar global.
Untuk komponen reducer yang dibuat di pabrik, standar dimensinya mengacu pada ASME B16.9 yang mengatur batasan toleransi ketebalan dinding hingga sudut kelandaian.
Sedangkan untuk fabrikasi manual dari plat baja, perancangannya tunduk pada pedoman ASME Boiler and Pressure Vessel Code (BPVC) Section VIII dan regulasi perpipaan proses ASME B31.3.
Kesimpulan
Dengan memahami konsep aliran hidrodinamis, sifat material, hingga penguasaan kalkulasi matematis, proses fabrikasi perpipaan industri dapat dilakukan dengan tingkat kegagalan nyaris nol.
Gunakan simulator dan kalkulasi rumus bentangan reducer kami sebagai second opinion yang tak terbantahkan sebelum proses cutting dan pengelasan plat benar-benar dieksekusi di lapangan.