Bagi masyarakat awam, sebuah benda berbahan besi atau stainless yang bertengger di atas kompor restoran komersial atau mesin pabrik mungkin hanya terlihat sebagai penangkap asap biasa. Tapi, di mata seorang drafter atau engineerl, objek ini adalah struktur geometri ruang yang menuntut tingkat akurasi tinggi.
Dalam dunia tata udara dan sistem ventilasi (HVAC), bentuk ini dikenal sebagai transisi kotak ke kotak (square-to-square transition) dan sering disebut hood.
Salah satu kendala terbesar di lapangan, terutama saat proyek dituntut selesai dengan cepat adalah proses menggambar pola bentangan atau flat pattern pada lembaran plat utamanya sebelum pabrikasi.
Kesalahan satu milimeter saja pada tahap desain akan berakibat fatal pada tahap pemotongan dan perakitan. Plat tidak akan bertemu dengan presisi saat dilas, material terbuang percuma (waste), dan waktu fabrikasi semakin lama.
Oleh karena itu, bagi para pemula maupun engineer berpengalaman, menguasai cara menghitung bentangan exhaust hood yang benar adalah pondasi utama sebelum pisau potong mulai bekerja di bengkel.
Tampilan Kamera 3D dan Kalkulator Bentangan + Perakitan Hood by. VisualTeknik
Kalkulator Pola Plat Exhaust Hood (Kotak ke Kotak)
Metode 4 Trapesium Sama Kaki (Concentric)
Pola Potong Bentangan (2D)
Potong masing-masing 2 keping. Gambar SVG ini menampilkan dimensi potong asli.
Berapa Ukuran Plat yang Harus Dipotong? Ini Contoh Nyatanya
Pertanyaan paling praktis saat berada di depan lembaran plat adalah: berapa panjang dan tinggi masing-masing keping yang harus saya tandai sebelum dipotong? Kalkulator di atas menjawab pertanyaan itu secara otomatis — tapi karena hasilnya baru muncul setelah Anda memasukkan angka, berikut kami tampilkan empat contoh dari skenario fabrikasi yang berbeda.
Berbeda dengan reducer yang hanya punya satu tipe plat melengkung, exhaust hood dipecah menjadi empat keping terpisah: dua plat depan/belakang (ditentukan oleh nilai S1) dan dua plat samping (ditentukan oleh nilai S2). Perhatikan bagaimana perubahan proporsi antara alas besar, leher, dan tinggi sangat memengaruhi selisih antara S1 dan S2 pada tiap skenario di bawah.
| Input dimensi | Konteks fabrikasi | Dimensi potong hasil kalkulator | ||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
Dapur KomersialA = 600 mmB = 300 mma = 160 mmb = 160 mmH = 300 mm
|
Hood exhaust kompor wok di dapur restoran komersial. Material SS 201 tebal 1.2 mm. Ini skenario yang sama dengan contoh kasus di bawah — bisa digunakan sebagai titik perbandingan |
|
||||||||||||||
Industri / ManufakturA = 800 mmB = 600 mma = 250 mmb = 250 mmH = 400 mm
|
Hood exhaust di atas mesin CNC laser cutting di workshop manufaktur — dimensi alas lebih besar dan tinggi lebih proporsional agar hisapan asap logam lebih efisien |
|
||||||||||||||
F&B / Cloud KitchenA = 1200 mmB = 600 mma = 400 mmb = 250 mmH = 500 mm
|
Canopy hood besar di dapur produksi cloud kitchen skala komersial — alas dan leher tidak persegi (non-square), sehingga S1 dan S2 berbeda signifikan |
|
||||||||||||||
Gedung / PerkantoranA = 400 mmB = 300 mma = 150 mmb = 150 mmH = 250 mm
|
Hood exhaust berukuran kecil untuk ventilasi pantry atau toilet di gedung perkantoran — dimensi kompak, material mild steel tebal 0.8 mm |
|
||||||||||||||
S1 dan S2 adalah tinggi aktual plat yang ditandai di atas material sebelum dipotong — bukan tinggi bersih hood (H). Corner length (LS) adalah panjang garis diagonal pertemuan antar keping yang menjadi jalur pengelasan atau seaming. Total luas plat adalah estimasi material tanpa memperhitungkan tambahan bending allowance dan kampuh las — tambahkan sekitar 15–25 mm per tepi untuk kebutuhan penyatuan di lapangan.
Mengapa Memilih Metode Fabrikasi 4 Keping Plat?
Secara teori sederhana, sebuah transisi kotak konsentris (di mana titik tengah lubang bawah dan atas sejajar secara vertikal) dapat dibuat dengan melipat satu lembar plat besar yang digulung mengelilingi sudutnya.
Tapi, dalam praktiknya di workshop, metode tersebut sangat membuang ruang kosong pada material standar pabrik (seperti plat ukuran 4x8 feet).
Metode yang diakui sebagai standar industri fabrikasi mekanikal adalah memecah transisi ini menjadi empat keping plat terpisah: dua plat untuk sisi depan dan belakang, serta dua plat untuk sisi kanan dan kiri.
Keempat bidang ini masing-masing dipotong membentuk trapesium sama kaki. Untuk mendapatkan hasil lipatan yang kokoh dan sudut pertemuan yang presisi, penerapan rumus trapesium hood stainless menjadi kunci rahasia yang wajib dipahami oleh tim produksi.
Pembagian empat keping ini juga mempermudah operator saat melakukan proses tekuk (bending) di mesin press brake.
Dampak Geometri Transisi Terhadap Efisiensi Aliran Udara (Aerodinamika)
Bentuk kemiringan plat (yang diwakili oleh nilai S1 dan S2) akan sangat menentukan seberapa lancar aliran udara kotor, panas, atau uap minyak yang ditarik oleh exhaust fan.
Jika transisi terlalu landai (karena dimensi H terlalu pendek dibandingkan selisih alas dan leher), aliran udara akan menabrak plat seolah menabrak dinding. Kondisi ini akan menciptakan turbulensi tingkat tinggi dan lonjakan static pressure (tekanan statis) di dalam jalur ducting.
Akibatnya? Kinerja fan menjadi berat, daya hisap menurun, suara mesin menjadi bising, dan yang paling berbahaya: penumpukan sisa minyak (grease) di sudut-sudut mati yang rawan memicu kebakaran.
Dengan merencanakan proporsi S1 dan S2 secara matematis, engineer sedang memastikan bahwa transisi sudut terbentuk dengan aerodinamis, memandu udara bergerak mulus ke atas tanpa hambatan berarti.
Membedah Rumus Bentangan Secara Matematis
Masalah teknis yang sering mengecoh engineer yang membuat pola adalah menentukan "Tinggi Miring" (Slant Height). Harus diingat bahwa tinggi vertikal atau tinggi bersih hood (H) tidak sama dengan tinggi plat yang harus dipotong!
Karena plat tersebut akan dipasang dalam posisi miring yang mengerucut ke atas, kita harus mencari panjang garis miring sesungguhnya (true length).
Di sinilah peran penting logika matematika bekerja sebelum kita mulai mengandalkan kalkulator ducting square to square otomatis untuk bekerja cepat.
Agar lebih mudah dipahami, mari kita susun variabel dan rumusnya:
- A = Panjang ukuran bawah (alas)
- B = Lebar ukuran bawah (alas)
- a = Panjang ukuran atas (leher/spigot)
- b = Lebar ukuran atas (leher/spigot)
- H = Tinggi bersih hood (vertikal)
Langkah 1: Menghitung Jarak Offset (Kemunduran)
Kita harus mencari selisih jarak horizontal dari bibir bawah menuju bibir atas pada masing-masing sumbu.
Offset Panjang (Sumbu X):
$$X = \frac{A - a}{2}$$
Offset Lebar (Sumbu Y):
$$Y = \frac{B - b}{2}$$
Langkah 2: Menghitung Tinggi Miring Plat (Slant Height)
Perhatikan bahwa tinggi miring plat panel depan/belakang dipengaruhi oleh kemiringan di sumbu Y (lebar). Sebaliknya, tinggi miring plat samping dipengaruhi oleh kemiringan di sumbu X (panjang).
Ini sangat identik dengan mencari sisi miring segitiga menggunakan rumus pythagoras. Hanya saja butuh penalaran dan logika yang lebih detail.
Tinggi Miring Plat Depan & Belakang (S1):
$$S1 = \sqrt{H^2 + Y^2}$$
Tinggi Miring Plat Samping Kiri & Kanan (S2):
$$S2 = \sqrt{H^2 + X^2}$$
Langkah 3: Menghitung Garis Sambungan Sudut (Corner Length)
Garis ini adalah garis diagonal pertemuan antar plat yang nantinya akan disatukan menggunakan metode pengelasan atau metode seaming.
Panjang Garis Sudut (LS):
$$LS = \sqrt{H^2 + X^2 + Y^2}$$
Contoh Kasus Perhitungan Manual Pola Plat Exhaust Hood
Mari kita bedah secara menyeluruh proses perhitungan secara manual dari kasus yang ada di gambar ini.
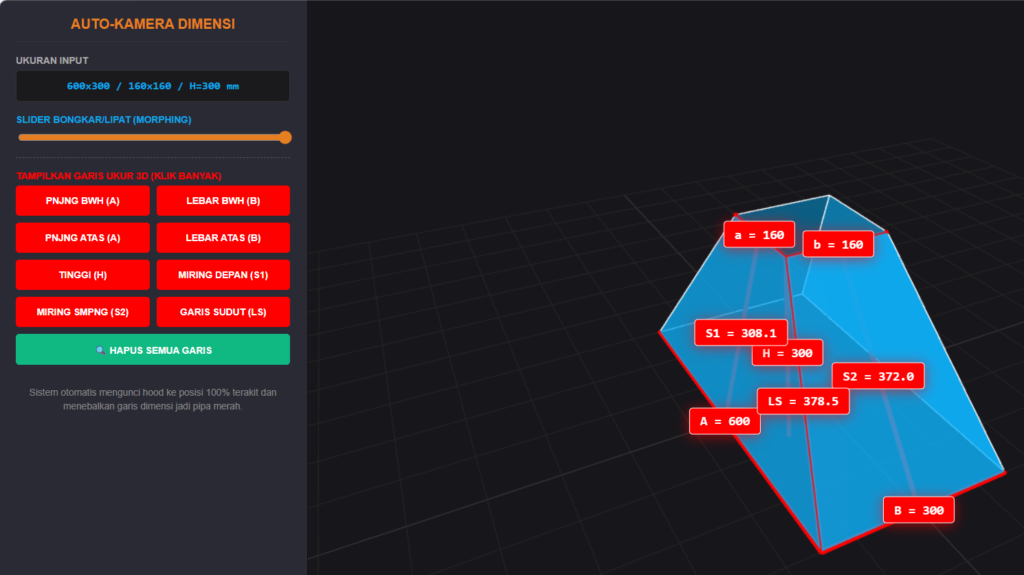
Berdasarkan data input dari sistem yang kami lakukan sesuai gambar diatas, kita akan membuat exhaust hood (transisi kotak ke kotak) dengan dimensi sebagai berikut:
- A (Panjang Bawah) = 600 mm
- B (Lebar Bawah) = 300 mm
- a (Panjang Atas) = 160 mm
- b (Lebar Atas) = 160 mm
- H (Tinggi Bersih) = 300 mm
Mari kita lanjutkan ke langkah-langkah sistematis untuk mendapatkan dimensi potongan plat fabrikasi yang presisi:
Langkah pertama: Menghitung Jarak Kemunduran (Offset)
Sebelum mencari sisi miring, kita harus mengetahui seberapa jauh plat menjorok ke dalam dari bibir bawah menuju bibir atas pada masing-masing sumbu.
Offset Panjang (X):
$$\begin{aligned} X &= \frac{A - a}{2} \\ &= \frac{600 - 160}{2} \\ &= \frac{440}{2} \\ &= 220 \text{ mm} \end{aligned}$$
Offset Lebar (Y):
$$\begin{aligned} Y &= \frac{B - b}{2} \\ &= \frac{300 - 160}{2} \\ &= \frac{140}{2} \\ &= 70 \text{ mm} \end{aligned}$$
Langkah kedua: Menghitung Tinggi Miring Plat Depan & Belakang (S1)
Plat bagian depan dan belakang memiliki kemiringan yang dipengaruhi oleh offset lebar (Y). Menggunakan teorema Pythagoras:
$$\begin{aligned} S1 &= \sqrt{H^2 + Y^2} \\ &= \sqrt{300^2 + 70^2} \\ &= \sqrt{90000 + 4900} \\ &= \sqrt{94900} \\ &= 308.058 \dots \\ &\approx 308.1 \text{ mm} \end{aligned}$$
(Angka ini sama dengan hasil di simulator: S1 = 308.1)
Langkah ketiga: Menghitung Tinggi Miring Plat Samping (S2)
Plat bagian samping kiri dan kanan memiliki kemiringan yang dipengaruhi oleh offset panjang (X). Perhitungannya adalah:
$$\begin{aligned} S2 &= \sqrt{H^2 + X^2} \\ &= \sqrt{300^2 + 220^2} \\ &= \sqrt{90000 + 48400} \\ &= \sqrt{138400} \\ &= 372.021 \dots \\ &\approx 372.0 \text{ mm} \end{aligned}$$
(Angka ini punya hasil presisi dengan simulator dimana: S2 = 372.0)
Langkah keempat: Menghitung Panjang Garis Sambungan Sudut (LS)
Langkah terakhir adalah mencari garis diagonal yang menjadi titik pertemuan (las/seaming) antara plat depan dan plat samping. Kita menggunakan Pythagoras ruang (3D):
$$\begin{aligned} LS &= \sqrt{H^2 + X^2 + Y^2} \\ &= \sqrt{300^2 + 220^2 + 70^2} \\ &= \sqrt{90000 + 48400 + 4900} \\ &= \sqrt{143300} \\ &= 378.549 \dots \\ &\approx 378.5 \text{ mm} \end{aligned}$$
(Hasil ini sama dengan hitungan kalkulator otomatis: LS = 378.5, yang berarti visual 2D dan 3D serta kalkulator berjalan baik dan tidak error)
Memahami Karakteristik Material dan Toleransi Tekukan (Bending Allowance)
Dalam dunia fabrikasi yang sesungguhnya, rumus Pythagoras saja tidaklah cukup jika kita mengabaikan fakta bahwa plat logam memiliki ketebalan fisik. Di atas layar software atau hasil kalkulator, angka bentangan yang kita dapatkan adalah ukuran netto (bersih).
Namun saat dieksekusi di workshop, tukang press brake akan membutuhkan penambahan dimensi untuk kampuh las atau sayap tekukan (flange).
Sebagai contoh, exhaust hood untuk dapur komersial atau ruang produksi industrial biasanya menggunakan plat Stainless Steel (SS 201 atau SS 304) dengan ketebalan 1.0 mm atau 1.2 mm.
Saat plat ini ditekuk 90 derajat di bagian bawah untuk jalur talang minyak (oil gutter) atau ditekuk di bagian atas untuk sambungan slip joint, material tersebut akan mengalami perenggangan. Di sinilah drafter profesional harus menambahkan faktor toleransi tekukan (Bending Allowance atau K-Factor) ke dalam pola potong awal.
Jadi, hasil angka dari kalkulator transisi ini adalah kerangka dasar mutlaknya, yang kemudian ditambahkan sekitar 15 mm hingga 25 mm di setiap tepinya khusus untuk kebutuhan jointing (penyatuan) antar keping plat agar lebih mudah.