Mencari rumus tekuk plat manual seringkali membingungkan dan berisiko tinggi terhadap kesalahan potong plat.
Berdasarkan pengalaman kami selama 18 tahun menangani proyek fabrikasi dalam bidang HVAC, dan MEP, keakuratan dalam menghitung panjang bentangan material (flat pattern) adalah kunci utama dalam proses potong tekuk.
Oleh karena itu, kami tidak hanya sekadar membagikan teori dasar perhitungannya, tetapi juga merancang simulasi bending interaktif dan kalkulator visual otomatis di bawah ini.
Alat ini akan membantu kita memvisualisasikan profil hasil tekukan secara instan, lengkap dengan perhitungan K-Factor dan penyesuaian Radius (R) tekuk standar industri, sehingga kita bisa langsung mengetahui dengan pasti berapa ukuran bentangannya.
Apa Itu Bending Plat (Tekuk Plat)?
Bending atau tekuk plat adalah suatu proses deformasi mekanis di mana sebuat lembaran material datar diberikan gaya tekan (biasanya menggunakan mesin Press Brake dan cetakan V-Die) hingga melengkung membentuk sudut tertentu.
Proses ini mengubah plat 2D menjadi bentuk 3D seperti profil U, V, Z, L (siku), W, kotak, atau desain kustom lainnya tanpa merusak atau memotong volume material tersebut.
Material Apa Saja yang Bisa Ditekuk?
Pada dasarnya, hampir semua material jenis logam yang memiliki sifat ulet (ductile) dapat ditekuk. Beberapa material yang paling umum dikerjakan di bengkel fabrikasi antara lain:
- Plat Besi / Baja Ringan (Mild Steel – SPCC, SPHC)
- Stainless Steel (SS201, SS304, SS316)
- Aluminium
- Kuningan (Brass) dan Tembaga (Copper)
- Zincalume / Galvalume
Kalkulator Ini Berlaku untuk Bahan Apa?
Simulasi Visual dan Kalkulator Bending buatan VisualTeknik dirancang secara Universal. Artinya, kita bisa menggunakannya untuk semua jenis material logam di atas.
Sistem kami menggunakan dasar geometri ketebalan plat dan radius punch, yang dipadukan dengan standar K-Factor industri (0.42 untuk tekuk standar dan 0.50 untuk V-Cut).
Kita hanya perlu memasukkan angka ketebalannya, dan mesin hitung ini akan beradaptasi secara presisi.
Memahami Dimensi Plat Setelah Ditekuk (OD VS ID)
Kesalahan paling fatal dalam fabrikasi potong dan tekuk sering kali berasal dari salah membaca, menentukan dan menerapkan acuan ukuran. Dalam membaca gambar kerja (drawing), ada dua jenis acuan utama:
- Outside Dimension (OD / Ukuran Luar): Ini adalah standar ukuran yang paling sering digunakan di lapangan.
OD diukur dari ujung plat hingga ke titik puncak sudut terluar (titik temu imajiner dari sisi luar plat).
Jika kita memegang penggaris siku dan mengukurnya dari ujung plat sampai ke punggung siku terluar, itulah nilai OD. - Inside Dimension (ID / Ukuran Dalam): ID adalah ukuran bersih rongga atau bagian dalam plat.
Jarak ini diukur dari ujung plat hanya sampai ke batas permukaan sisi dalam plat yang menekuk, tanpa menghitung ketebalan material di sudutnya.
Perbedaan antara OD dan ID adalah hal yang krusial. Saat material ditekuk, bagian dalamnya akan menyusut, sementara bagian luarnya akan meregang.
Mengabaikan regangan material inilah yang membuat ukuran plat selalu “kepanjen” atau meleset setelah ditekuk.
Contoh kesalahan yang pernah terjadi pada tim VisualTeknik:
Beberapa tahun yang lalu, tim VisualTeknik perlu membuat sebuah rel medium filter dengan tebal kupingan frame filternya 25 mm.
Karena masih awam, engineer dan drafter kami membuat relnya menggunakan plat galvalum tebal 1,5 mm yang ditekuk U dengan ukuran luar (OD) 27 mm.
Dalam bayangan mereka, “masih ada selisih 2 mm nih untuk spare relnya agar tidak seret, pasti sangat pas untuk filternya”.
Padahal ternyata, plat galvalum tebal 1,5 mm setelah ditekuk U dengan ukuran luar (OD) 27 mm, ukuran dalamnya (ID) menjadi hanya 21 mm.
Alhasil, kupingan dari frame medium filternya tidak muat masuk ke relnya.
Simulasi Bending dan Kalkulator Tekuk Plat by. VisualTeknik
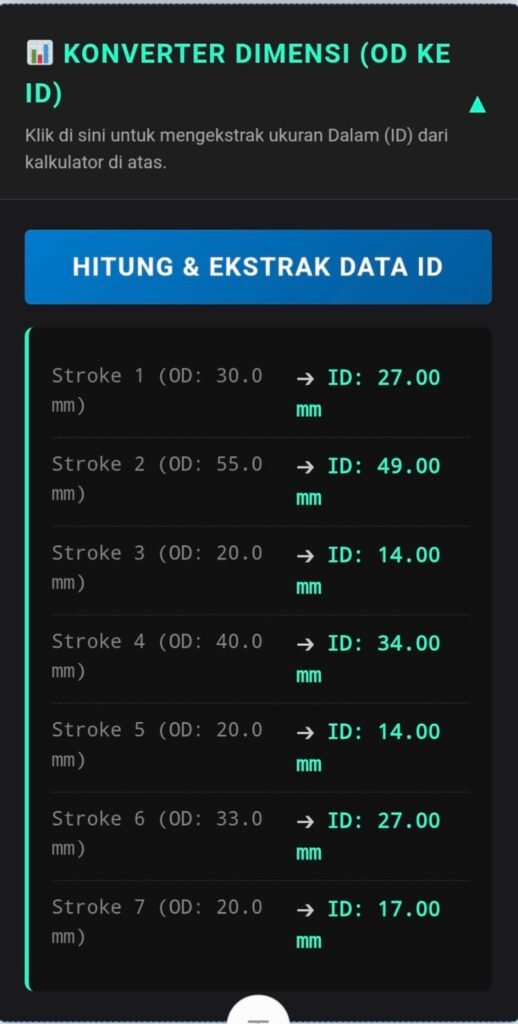
📊 Konverter Dimensi (OD ke ID)
Klik di sini untuk mengekstrak ukuran Dalam (ID) dari kalkulator di atas.
Rumus Tekuk Plat dengan Metode Ukuran Luar (OD)
Menghitung panjang bentangan plat (Flat Pattern) sebelum dipotong adalah hal wajib agar hasil akhir setelah ditekuk tidak “kepanjen” (terlalu panjang).
Metode yang paling mudah dan sering dipakai di bengkel potong tekuk adalah metode Ukuran Luar (Outside Dimension / OD).
Mengapa? Karena ukuran luar sangat mudah diukur menggunakan jangka sorong (sigmat) pada benda kerja yang sudah jadi.
Untuk menghitung panjang mentahnya, kita harus mencari nilai Bend Deduction (BD) atau penyusutan pada setiap sudut tekukan.
Siapkan kalkulator scientific Kalian, dan mari kita hitung langkah demi langkah!
Langkah 1: Kumpulkan Data Material
Sebelum mulai memencet kalkulator, tentukan dulu 4 angka penting ini:
- Tebal Plat ($T$) = Misalnya 2 mm.
- Radius Dalam ($R$) = Umumnya setara dengan tebal plat (Untuk plat 2 mm, maka $R$ = 2 mm).
- K-Factor ($K$) = Konstanta letak sumbu netral. Untuk tekukan standar press brake, gunakan angka 0.42.
- Sudut Tekuk ($A$) = Derajat tekukan, misalnya 90°.
Langkah 2: Menghitung Potongan Sisi Kaki (Outside Setback / OSB)
Karena plat memiliki lengkungan (radius), ujung terluarnya tidak akan membentuk sudut tajam sempurna. Kita harus menghitung jarak yang “hilang” ini.
$$OSB = (R + T) \times \tan\left(\frac{A}{2}\right)$$
(Tips Kalkulator: Pastikan kalkulator Kalian dalam mode Degree / Derajat, bukan Radian).
Langkah 3: Menghitung Panjang Busur Asli (Bend Allowance / BA)
Saat ditekuk, bagian tengah plat (sumbu netral) tidak bertambah panjang maupun menyusut.
Kita harus menghitung panjang busur asli ini.
Karena rumus baku BA menggunakan Radian, kita kalikan sudut derajat dengan $\frac{\pi}{180}$ (atau $\frac{3.1416}{180}$).
$$BA = \left( A \times \frac{\pi}{180} \right) \times (R + K \times T)$$
Langkah 4: Menghitung Penyusutan Sudut (Bend Deduction / BD)
Sekarang, mari kita cari nilai penyusutan total untuk satu sudut tekukan tersebut.
Nilai ini didapat dari 2 kali nilai OSB (karena ada sisi kiri dan kanan sudut) dikurangi nilai panjang busur (BA).
$$BD = (2 \times OSB) – BA$$
Langkah 5: Menghitung Bentangan Bersih (Flat Pattern)
Setelah nilai $BD$ ketemu, langkah terakhir sangatlah mudah. Jumlahkan semua ukuran sisi luar yang ada di gambar kerja Kalian, lalu kurangi dengan total nilai $BD$ dari titik-titik tekukannya.
$$\text{Flat Pattern} = \text{Total Panjang Luar} – \text{Total BD}$$
Mari Kita Buktikan dengan Contoh Hitungan
Misalkan kita membuat plat siku L (2 sisi). Sisi pertama OD 50 mm, sisi kedua OD 50 mm. Tebal 2 mm, sudut siku 90°.
A. Cari OSB:
$$\begin{aligned}
OSB &= (2 + 2) \times \tan\left(\frac{90}{2}\right) \\
&= 4 \times \tan(45^\circ) \\
&= 4 \times 1 = \mathbf{4 \text{ mm}}
\end{aligned}$$
B. Cari BA:
$$\begin{aligned}
BA &= \left( 90 \times \frac{3.1416}{180} \right) \times (2 + 0.42 \times 2) \\
&= 1.5708 \times 2.84 \\
&= \mathbf{4.461 \text{ mm}}
\end{aligned}$$
C. Cari BD:
$$\begin{aligned}
BD &= (2 \times 4) – 4.461 \\
&= 8 – 4.461 \\
&= \mathbf{3.539 \text{ mm}}
\end{aligned}$$
D. Hitung Flat Pattern: Panjang kotor = 50 + 50 = 100 mm. Karena cuma ada 1 sudut tekukan, kita kurangi dengan 1 nilai BD.
Hasil Akhir:
$$\begin{aligned}
\text{Flat Pattern} &= 100 – 3.539 \\
&= \mathbf{96.46 \text{ mm}}
\end{aligned}$$
Jadi, potonglah plat sepanjang 96.46 mm. Setelah ditekuk 90 derajat di tengahnya, ukuran sisi luar kiri dan kanannya dijamin akan pas 50 mm!
Rumus Konversi Ukuran Luar (OD) ke Ukuran Dalam (ID)
Berikut ini adalah hasil tangkapan layar yang kami lakukan sendiri sebagai contoh konversi ukuran luar ke ukuran dalam beserta rumus dan hitungan manualnya.
Studi Kasus: Menghitung Manual Bending Plat
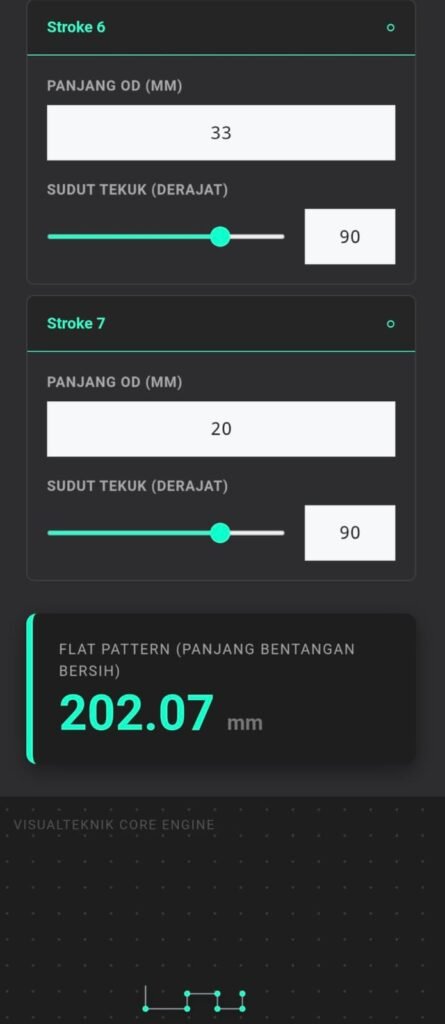
Hasil Tangkapan Layar Input dan Output Simulasi Kalkulatornya
Step-by-Step Perhitungan Manual Bending Plat Kompleks
Simulasi di atas (Tebal $1.5\text{ mm}$, 6 tekukan $90^\circ$, K-Factor $0.42$).
Data Awal (Parameter Industri):
- $T$ (Tebal Plat) = $1.5\text{ mm}$
- $R$ (Radius Dalam) = $1.5\text{ mm}$
- $K$ (K-Factor) = $0.42$
- Sudut = $90^\circ$ (berlaku universal untuk simulasi ini)
LANGKAH 1: Mencari Konstanta Setback (OSB)
$OSB = (R + T) \times \tan(\text{Sudut} / 2)$
$OSB = (1.5 + 1.5) \times \tan(90^\circ / 2)$
$OSB = 3 \times \tan(45^\circ)$
$OSB = 3 \times 1$
$OSB = 3\text{ mm}$
LANGKAH 2: Mencari Konstanta Penyusutan (BD)
Cari dulu Bend Allowance (BA):
$Angle\_Rad = 90^\circ \times (\pi / 180) = 1.5708$ rad
$Neutral\_Axis = R + (K \times T)$
$Neutral\_Axis = 1.5 + (0.42 \times 1.5) = 2.13\text{ mm}$
$BA = 1.5708 \times 2.13 = 3.3458\text{ mm}$
Sekarang cari Bend Deduction (BD):
$BD = (2 \times OSB) – BA$
$BD = (2 \times 3) – 3.3458$
$BD = 6 – 3.3458$
$BD = 2.6542\text{ mm}$ per tekukan
LANGKAH 3: Konversi OD ke ID (Ukuran Dalam)
Rumus: $\text{ID Sisi} = \text{OD Sisi} – OSB_{\text{ujung\_belakang}} – OSB_{\text{ujung\_depan}}$
- Stroke 1 (Ujung Bebas):$\text{ID S1} = 30 – 0 – 3 = \mathbf{27.00\text{ mm}}$
- Stroke 2 (Terjepit S1 & S3):$\text{ID S2} = 55 – 3 – 3 = \mathbf{49.00\text{ mm}}$
- Stroke 3 (Terjepit S2 & S4):$\text{ID S3} = 20 – 3 – 3 = \mathbf{14.00\text{ mm}}$
- Stroke 4 (Terjepit S3 & S5):$\text{ID S4} = 40 – 3 – 3 = \mathbf{34.00\text{ mm}}$
- Stroke 5 (Terjepit S4 & S6):$\text{ID S5} = 20 – 3 – 3 = \mathbf{14.00\text{ mm}}$
- Stroke 6 (Terjepit S5 & S7):$\text{ID S6} = 33 – 3 – 3 = \mathbf{27.00\text{ mm}}$
- Stroke 7 (Ujung Bebas):$\text{ID S7} = 20 – 3 – 0 = \mathbf{17.00\text{ mm}}$
LANGKAH 4: Menghitung Flat Pattern (Bentangan)
A. Total Panjang OD Kotor:
$Total\_OD = S1+S2+S3+S4+S5+S6+S7$
$Total\_OD = 30+55+20+40+20+33+20$
$Total\_OD = \mathbf{218\text{ mm}}$
B. Total Penyusutan (Bend Deduction):
Terdapat 6 titik tekukan.
$Total\_BD = 6 \times BD$
$Total\_BD = 6 \times 2.6542 = \mathbf{15.9252\text{ mm}}$
C. Hasil Akhir Bentangan (Flat Pattern):
$\text{FlatPattern} = Total\_OD – Total\_BD$
$\text{FlatPattern} = 218 – 15.9252 = \mathbf{202.07\text{ mm}}$ (dibulatkan)
Nah sekarang kita tahu dengan sangat jelas bagaimana cara menghitung pola bentangan menggunakan rumus manual. Dengan begitu, kita bisa mengecek hasil perhitungan simulator yang disediakan VisualTeknik sebagai langkah pengecekan bertingkat.